

- Home
- Edible oil Refining
- Edible oil Refinery Projects
- Ground Nut Oil
Related Projects
Groundnut/Peanut Oil Refinery Plant Supplier
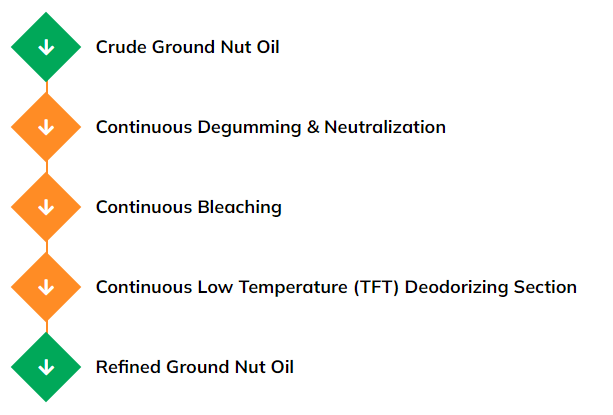
Refining of Ground Nut oil constitutes of the following process steps:
-
Crude Ground Nut Oil
-
Continuous Degumming & Neutralization
-
Continuous Bleaching
-
Continuous Low Temperature (TFT) Deodorizing Section
-
Refined Ground Nut Oil
Process Description:
Continuous Degumming & Neutralization
The crude oil from bulk storage tank, is directly pumped to the oil/oil heat exchanger where incoming crude oil is getting heated by the outgoing refined oil, further this oil is going to buffering tank which insures the constant flow of incoming and outgoing oil, it is also equipped with mechanical agitator and steam heating coils. Where oil heated up to the required temperature as process demands. And mixed properly for the purpose of HOMOGENATION. Further this oil is heated with heat exchanger and pumped to the hydration tank, where calculated amounted of hot water is being added continuously, to maturate the Hydratable gums. In continuous process this hydrated water degummed, Gums are separated in the self-cleaning centrifugal separator.
This degummed oil is further heated by a steam in heat exchanger, then mixed properly with hot water with the help of knife mixer and getting water washed by a centrifugal separator. Finally, this water washed oil is dried under vacuum in a vacuum drier.

Continuous Bleaching
De-gummed oil form NOT is pumped to the BLEACHER at the same time part of oil is carried to the SLURRY TANK, oil is cooled before passing to slurry mixer. Pre-calculated amount of bleaching earth is added in the slurry mixer; this slurry is sucked by means of vacuum to the bleacher.
After proper holding & mixing this oil is sent to the alternative operating set of PRESSURE LEAF FILTER after this filtration, oil is again filtered by alternative operating set of polishing filters. Then it is cooled by shell and tube cooler before it reaches to the BOT.

Benefits of Double Deck Bleaching Section:
- Oil Earth Mixer is specially designed with higher mixing speed which ensures quick & effective mixing.
- Continuous Bleacher is a combination of Dry & Wet bleaching which makes it multipurpose.
- Simple & low maintenance automations.
Continuous Low Temperature (TFT) Deodorizing Section
Deodorizing is nothing but The DISTILLATION process. In which fatty acid is distilled from oil. Under high temperature condition and in presence of high vacuum, with the help of sparging & agitation steam. Further this fatty acid in vapors form, is condensed & recovered in liquid form by the vapors scrubbing system.
Deodorizer is multi-compartment vertical vessel, where each tray is specially designed which Ensures uniform distillation of odoriferous substances. Oil overflows from tray to tray. Specially designed trays provide sufficient mass transfer surface for effective removal of volatile matters. Flow control system at the outlet of the deodorizer, ensures the maintenance of required level at the bottom tray. The steam used for stripping off volatile matters in the oil is distributed evenly and intensively, the steam then meets the deodorized oil. Stripped off the volatile matter and rises through the vacuum. The counter-current flow of steam and oil takes place in the specially designed trays, resulting in lower steam consumption, than the conventional deodorizers. The deodorized oil leaving regenerative heat exchanger, and finally cooled by water in heat exchanger. Finally, this oil is passed through the alternatively operating set of polishing filters.

Benefits of Deodorizing Section
- Vacuum balance tray design ensures zero vapor logging i.e. effective distillation.
- Online fatty spraying also helps for zero vapor logging which ensures maximum vapor to carry to the scrubber without distilling in trays.
- Effective de-aeration increases the heat exchanging efficiency, because of zero dissolved air.
- Efficient re-generative heat exchanging trays ensures maximum heat recovery and additional deodorizing time.
- Counter current flow (oil/steam) design increase the tray efficiency for better deodorization & distillation.
- Vacuum sealing arrangement for power failure.
- Simple & low maintenance automations.


{kind=link}
{kind=link}
{kind=link}
{kind=link}